コレクション制作プロセスの初期段階では情報収集が行われます。
展示会への訪問、専門誌の研究、小売調査を実施し、最も重要なのは顧客との継続的な交流です。
こうした活動を通じて、今後のカラーやデザインのトレンドがどのような方向に向かうか、見通しを立てることができます。
フリーランスのデザイナーを招き入れます。ネクタイ業界向けに専門的に教育・訓練を受けた人材です。デザイン指示の技術的実現可能性を考慮する必要があるためです。
これらのデザイナーが、当社が収集した情報とアイデアをアートワークへと変換します。
ジャカード織りの場合、そのプロセスは以下のようになります:


当社がコレクションに採用するデザインを決定した後、フリーランスの技術者を招集します。彼らもまた、当社の業界に特化した高度な教育と訓練を受け、数十年の経験を有する人材です。
当社が技術者に提供する設計図面に記載された情報に基づき、
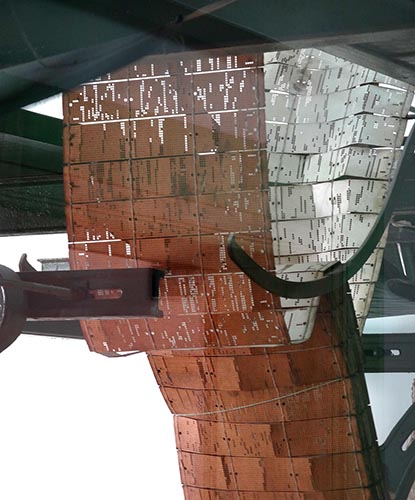
技術者たちは芸術作品を技術情報、すなわちカートリッジへと変換する。このカートリッジには、織機がその特定のデザインを織り上げるために必要な情報が記録されている。
デジタル革命以前、この情報はいわゆる紙ジャカードとして得られていた。


現在ではこの情報はデジタル形式で入手される——単なるファイルとして。
そして織機のデジタル制御装置に供給される:



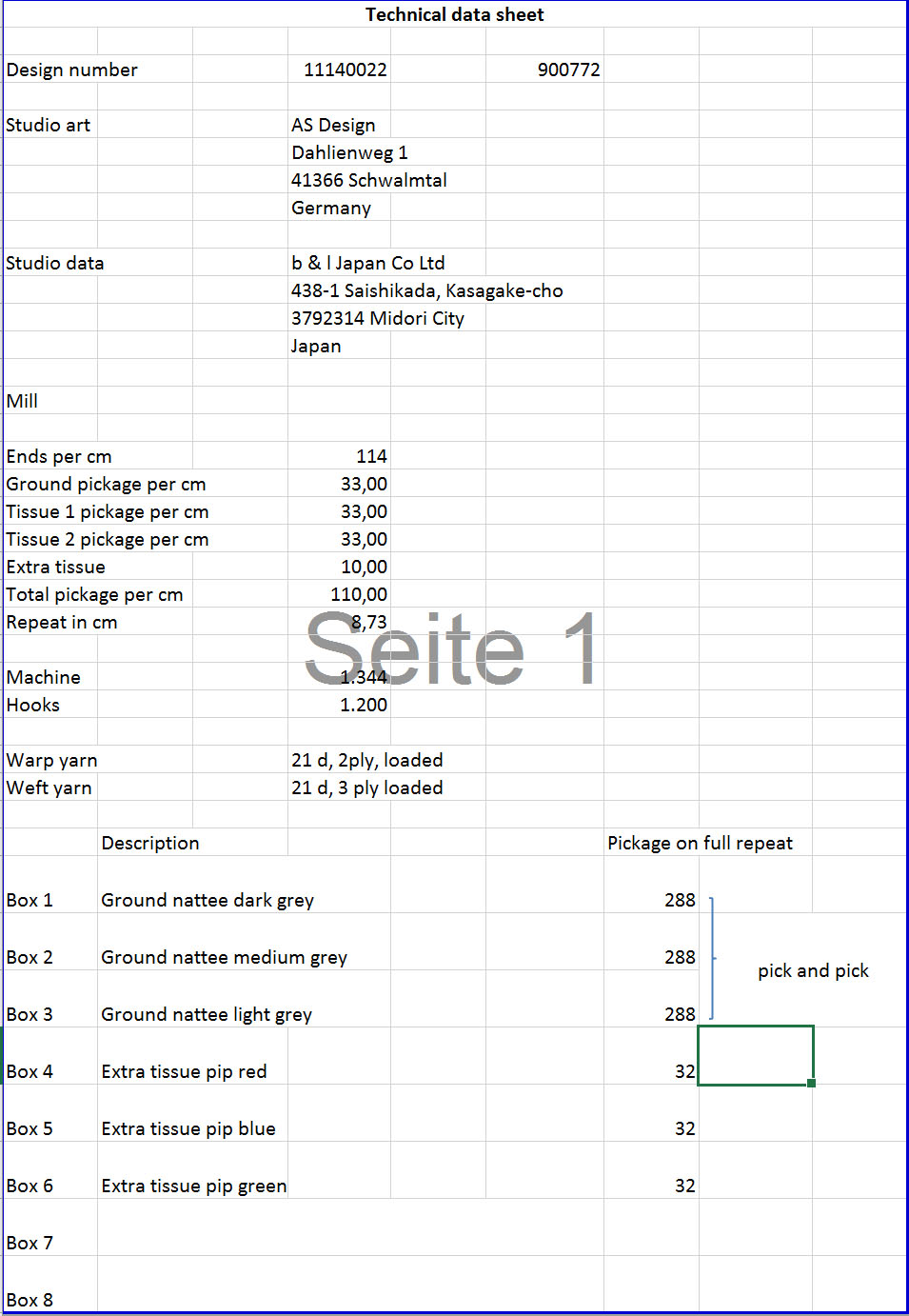
技術者はまた、いわゆる技術データシートを発行します。これには最も重要な情報が文書で記載されています。
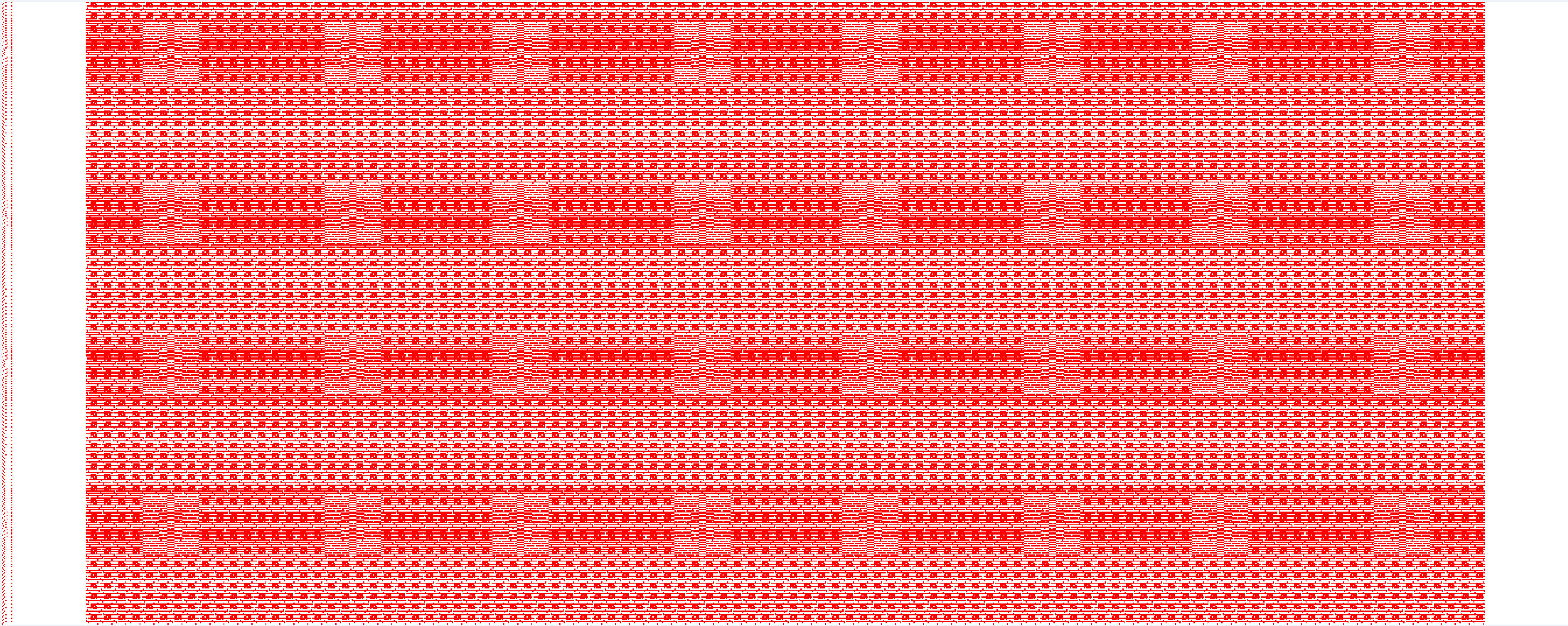
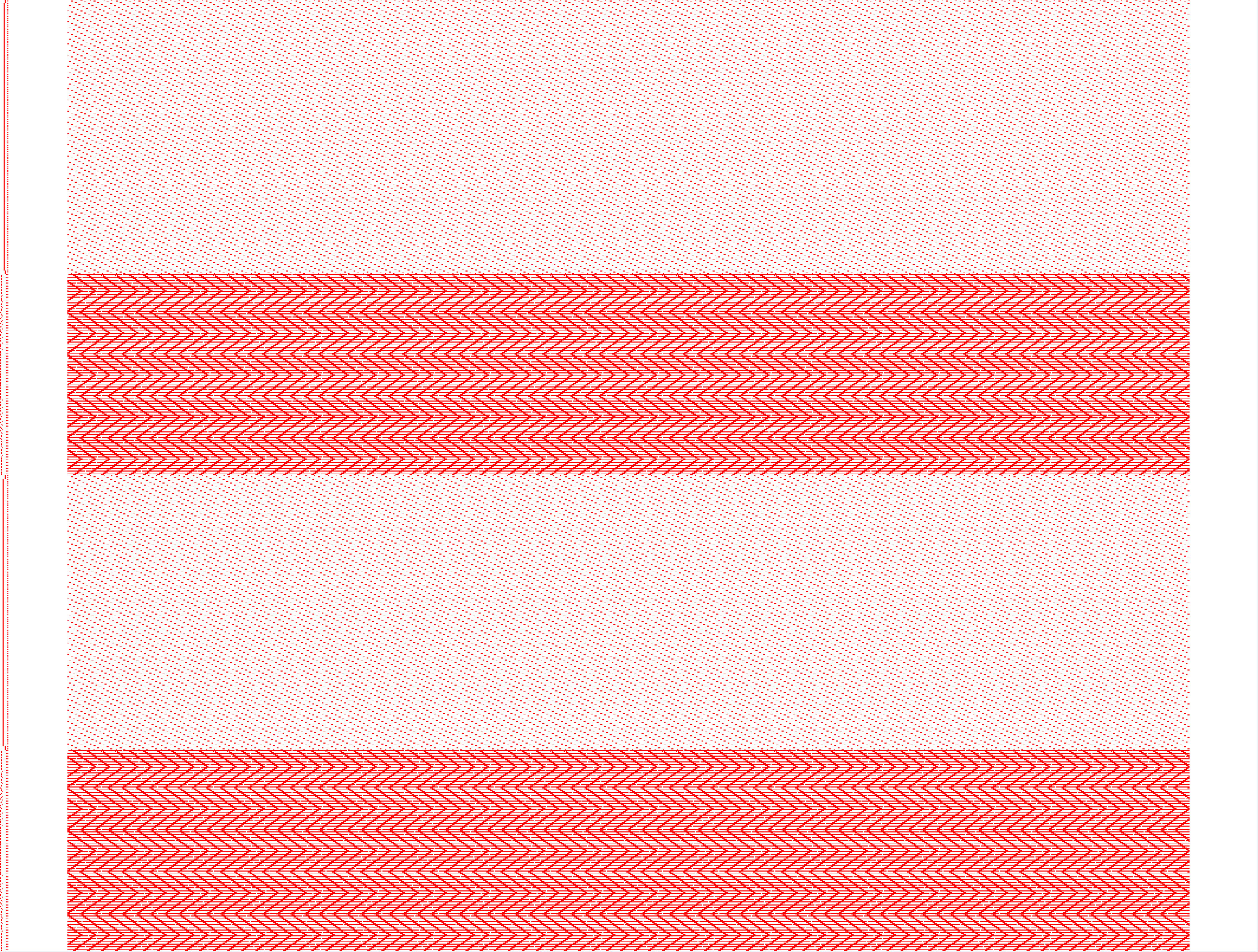
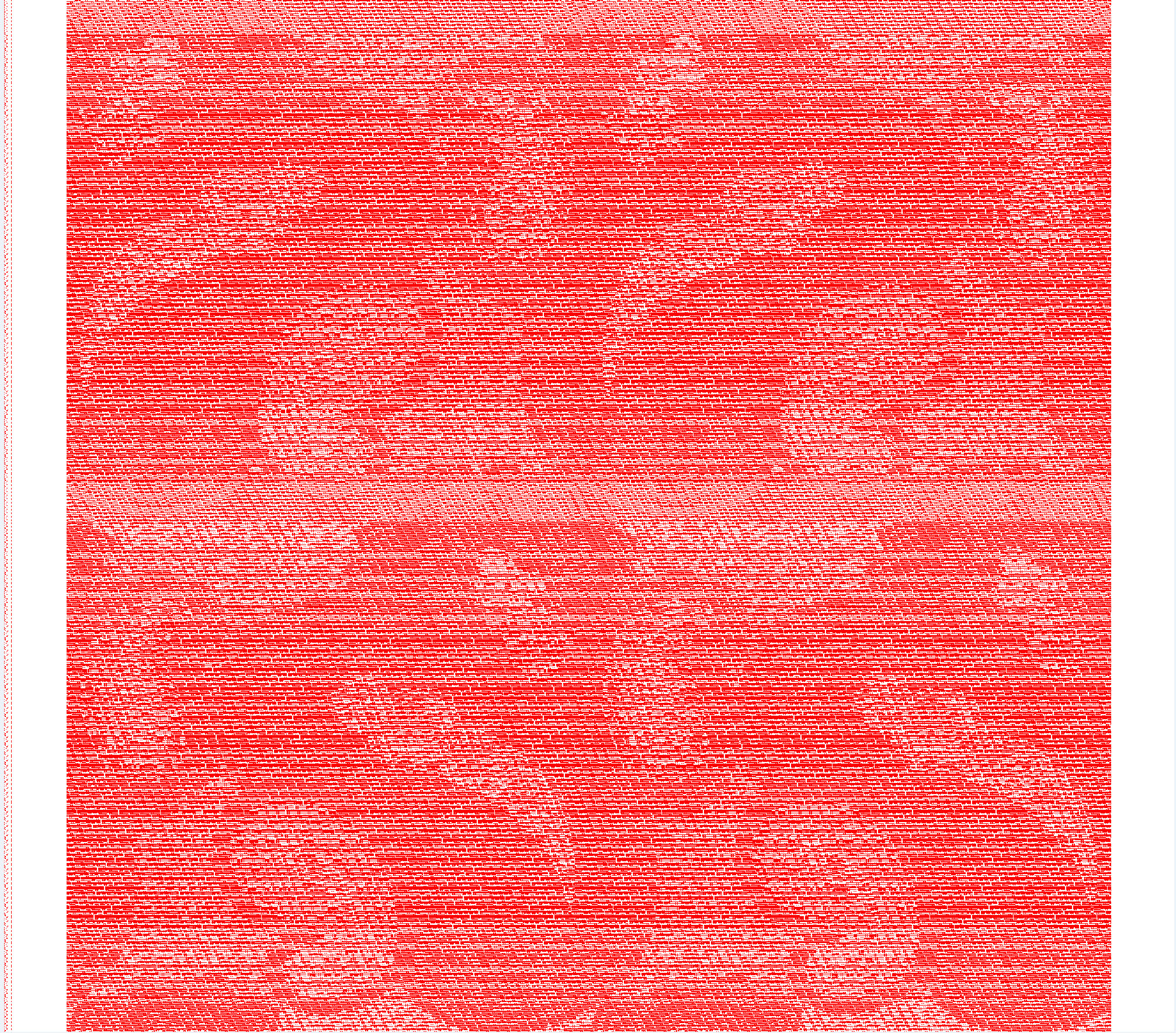
例えば、いわゆるボックスモーションなどです。これにより、デザインに色付けが可能になります:

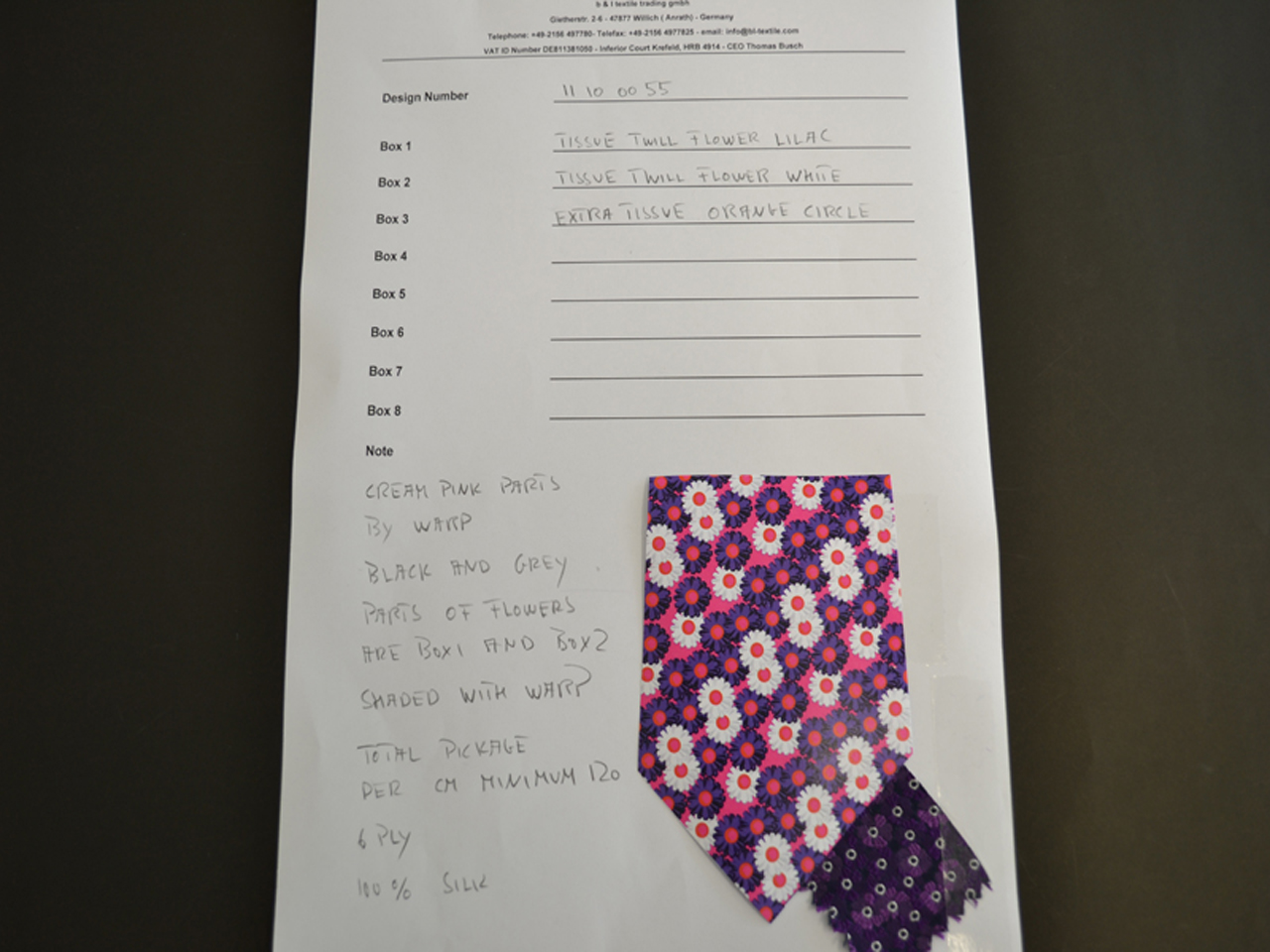
展示会、雑誌、小売調査、顧客コミュニケーションから収集した情報に基づき色を決定した後、カラーストーリーを作成します。
通常、最大6種類のデザインを1枚のプレゼンテーション用ボードに配置し、同一のカラーレベルで統一します。



タイ・バンコクのバックオフィスでは、専任スタッフであるドゥアンスダ・ユースック氏がコレクションの準備を進めています:




ヌグラヘニ・ムクティ・デヴィ氏は、インドネシアを代表する家具メーカーの一つで輸出入管理の訓練を受け、管理職に昇進しました。現在はB&Lの財務管理と物流を担当しています。多くの強みの中でも特に際立っているのは、常に時間的プレッシャーが伴うビジネス環境において、冷静沈着な態度を保ち続ける能力である。国際貿易のあらゆる側面、官僚的な手続きから規制対応業務までを完璧に掌握し、競合他社やサプライヤーさえも手を引こうとする局面において、まさにそのタイミングで確かなサービスを提供し続けている。


b & lはプリントも手掛ける。情報収集という観点でのコレクション制作プロセスは、もちろんジャカードと同一である。
中国でもイタリアでも、アプリケーションプリントが主流だ。アプリケーションプリントは、抜染プリントとは対照的に鮮やかで強い発色を可能にする。抜染では色が控えめでくすんで見える。
これはまず絹地に地色を抜き染めし、その上に模様をプリントする背景を作ることを意味します。例えば背景を紺色に染め、その上に赤い斑点を抜染するといった具合です。模様が絹地を透過して抜染されるため、この工程は難しいものです。インクが濃すぎると生地を浸透し、薄すぎると定着しません。
対照的に、アプリケーションプリントでは、模様は常に白地にプリントされます。つまり、ネイビーを模様としてプリントし、その中に斑点を配置するスペースを残します。その後、そのスペースに赤の斑点を別途プリントします。この方法はより清潔で簡単です。
その結果、視覚的にシャープで鮮やかな仕上がりになります。クラシックなフェラガモのネクタイやエルメスのプリントを想像してみてください。これらはイタリア式で制作されており、一般的に脱色プリントのネクタイよりもシャープです。

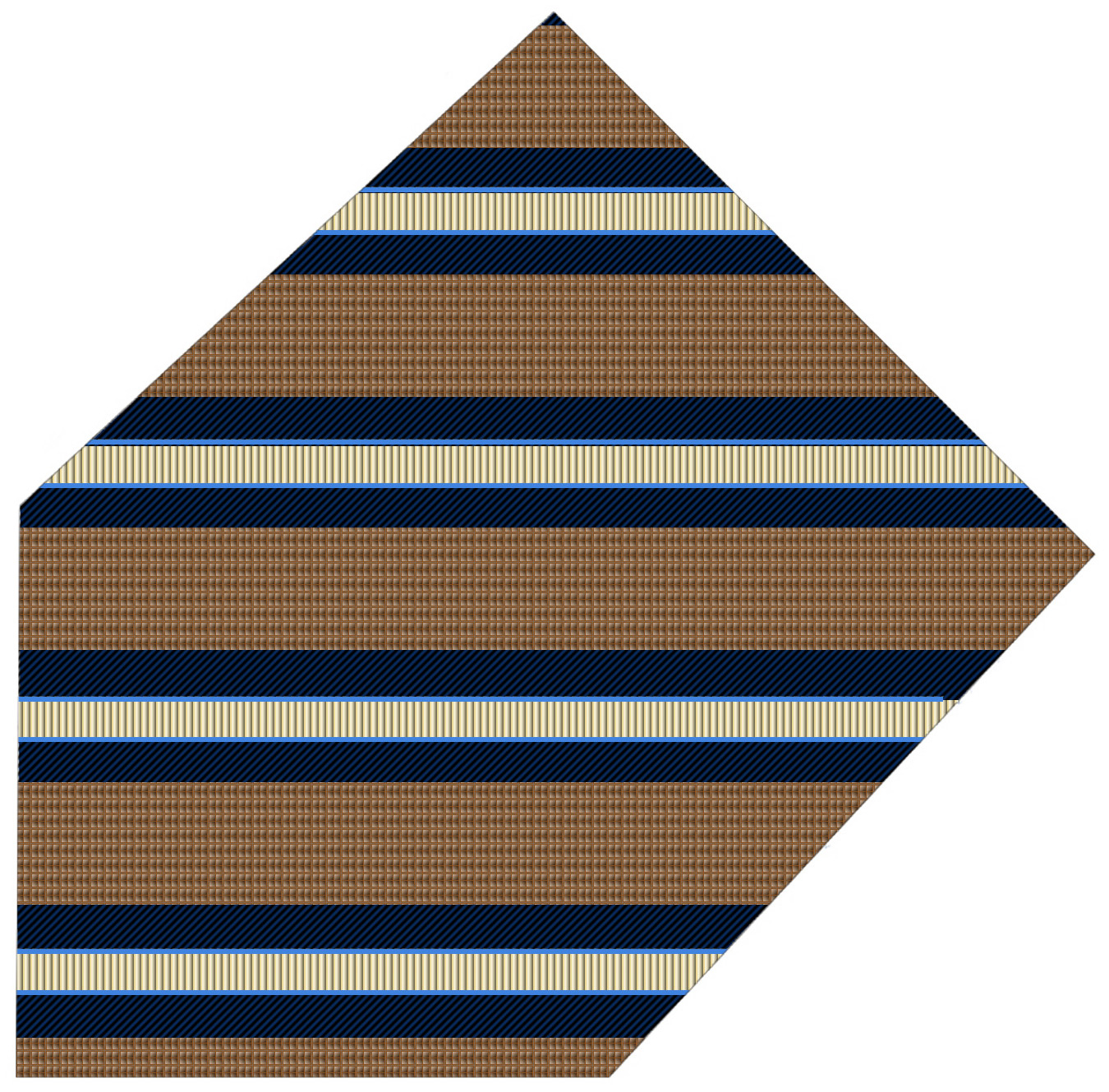
中厚のツイル地グレー、36オンス、抜染プリント。



超細番手ツイル、36mm。転写プリント。

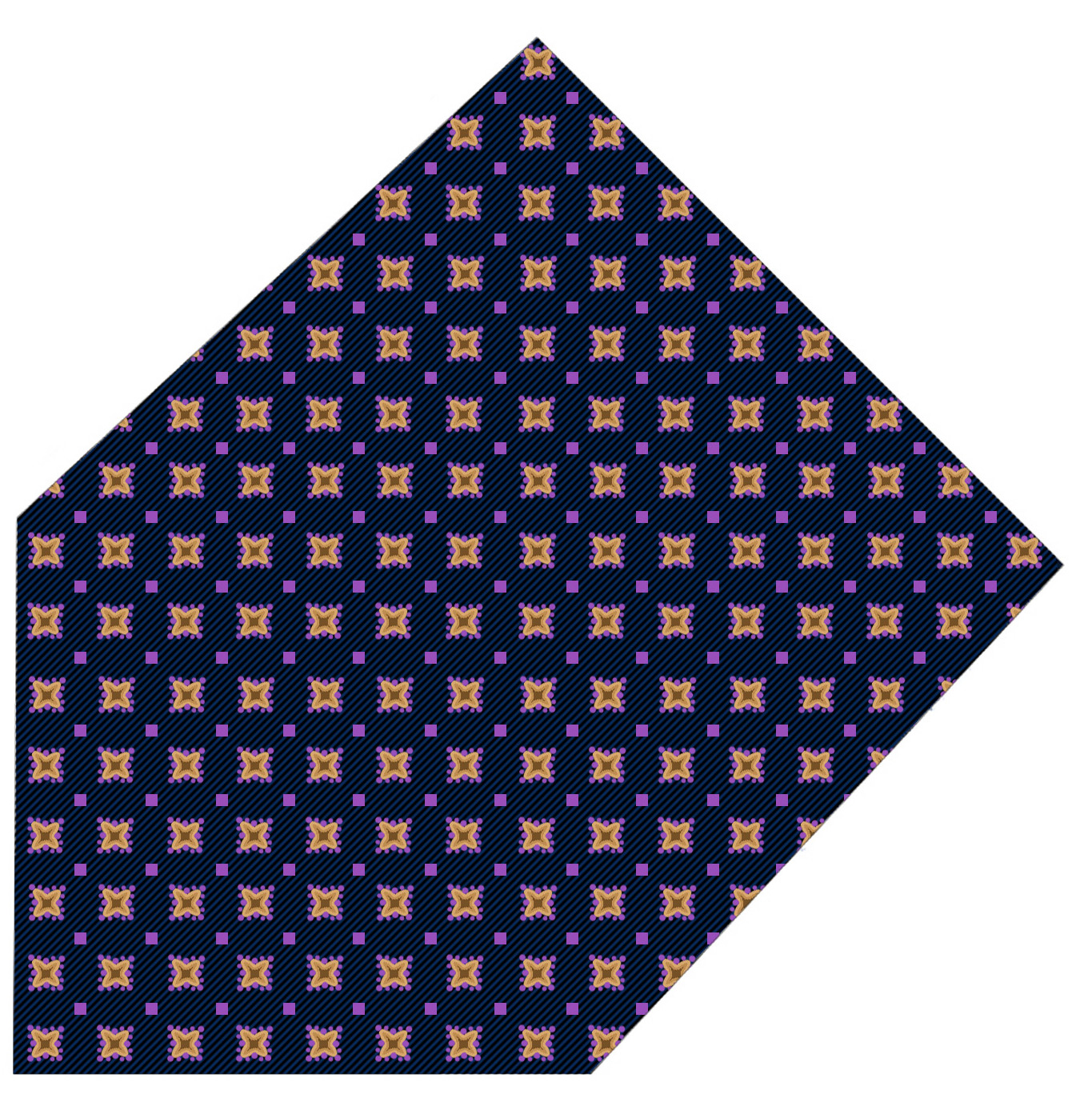
超細番手ツイル、36mm。アプリケーションプリント。
従って、どのタイプのプリントを採用するかは、顧客の要望、市場、ファッションによって異なります。
プリント用アートワークを注文する際は、リピートパターンなどの技術的制約がないため、より自由な表現が可能です。
さらに、使用できる総色数に基本的に制限はありません。一方、ジャカード織物では最大9色(経糸1色+緯糸8色)まで対応可能です。
アートワーク選定後、いわゆる「スクリーン回転」を指示します。
選択された各色は、1枚のスクリーンに対応します。
この情報をもとに、工場では実際にスクリーンを製造し始めます。このスクリーンを用いて、灰色の布地に模様と色を印刷します。
テキスタイル印刷は染色に関連しますが、染色では生地全体が均一に単色で覆われるのに対し、印刷では特定の部分のみに1色または複数色が、鮮明なパターンで施されます。
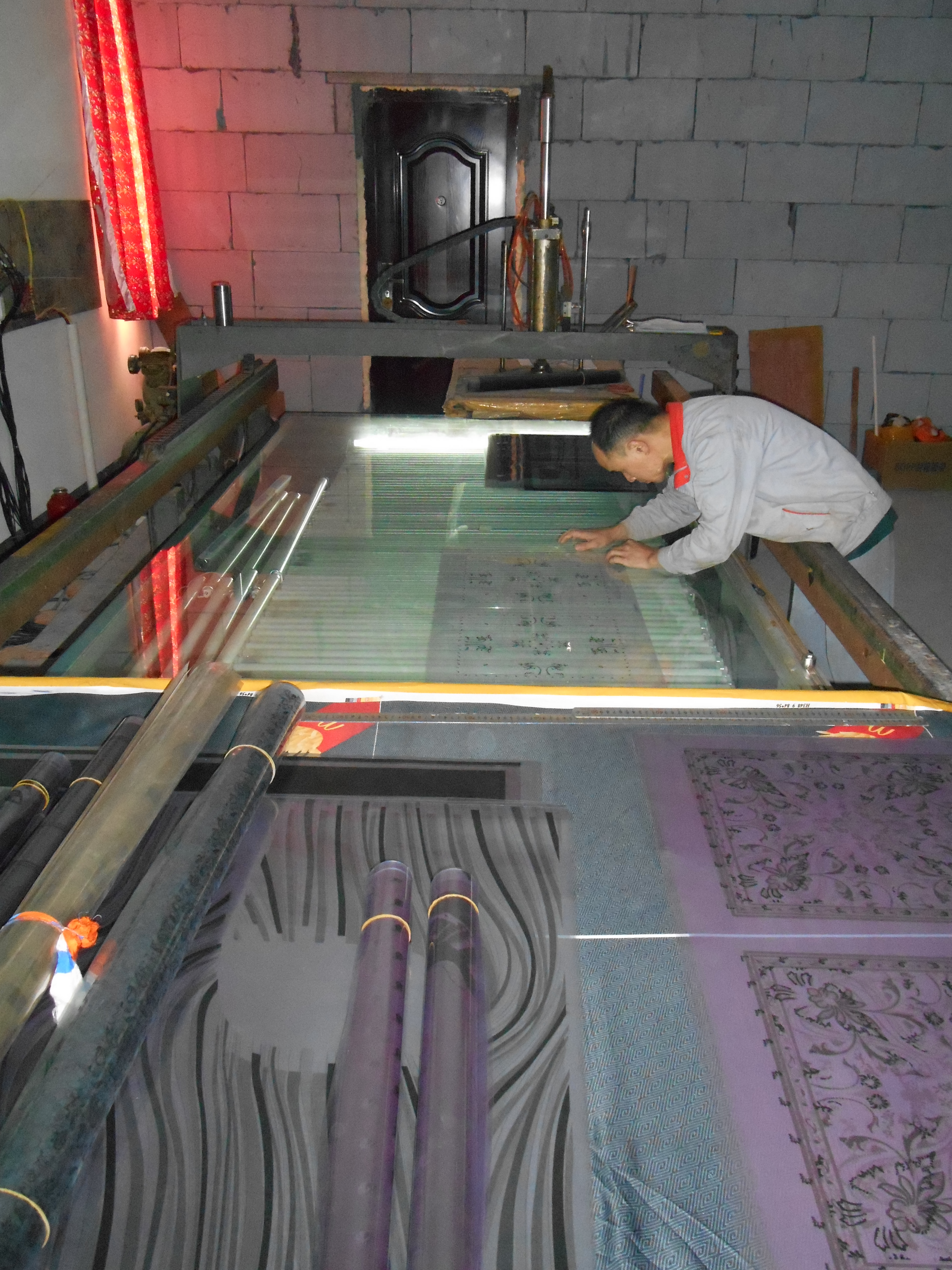
中国では現在も主にスクリーンを用いた手作業による印刷が行われています。
スクリーン印刷とは、メッシュを用いてインクを基材に転写する印刷技法であり、インクを通さないように遮断するステンシルで覆われた領域を除いてインクが転写される。

ブレードをスクリーン上を横方向に動かして、開いたメッシュ開口部をインクで満たす。その後、逆方向のストロークによりスクリーンが接触線に沿って基材に瞬間的に接触する。これによりインクが基材を濡らし、ブレード通過後にスクリーンが反り返る際にメッシュ開口部から引き出される。

1色ずつ印刷するため、多色デザインには複数のスクリーンを使用します。
当社の中国パートナーはステンシル技法として、フォトエマルジョン技法を採用しています。
原画の異なる色/スクリーンは、透明オーバーレイ上に写真陽像として再現され、印刷しない部分は不透明になります。
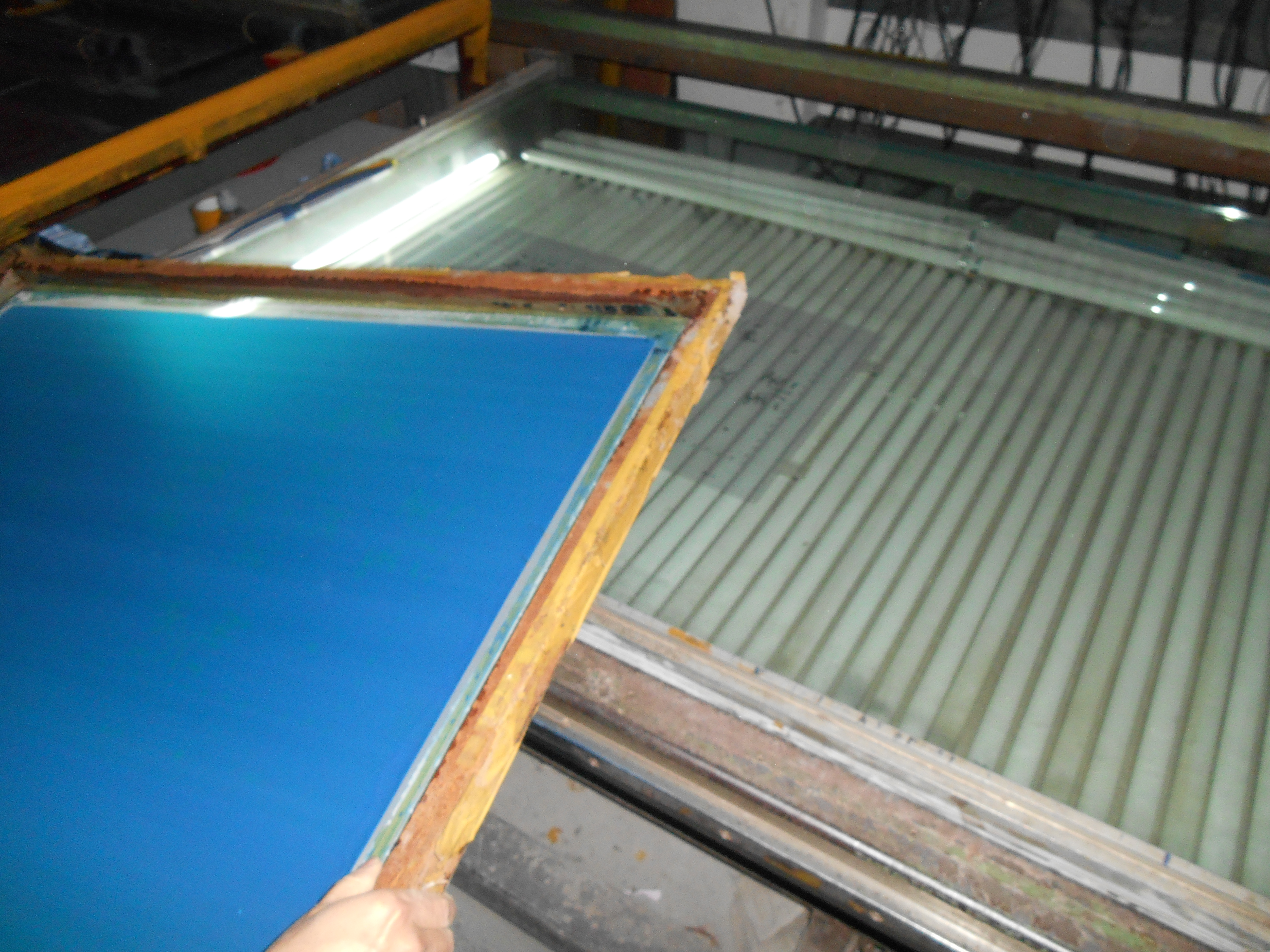
スクリーンに感光乳剤を塗布し、暗室で乾燥させます。乾燥後、露光処理が可能となります。
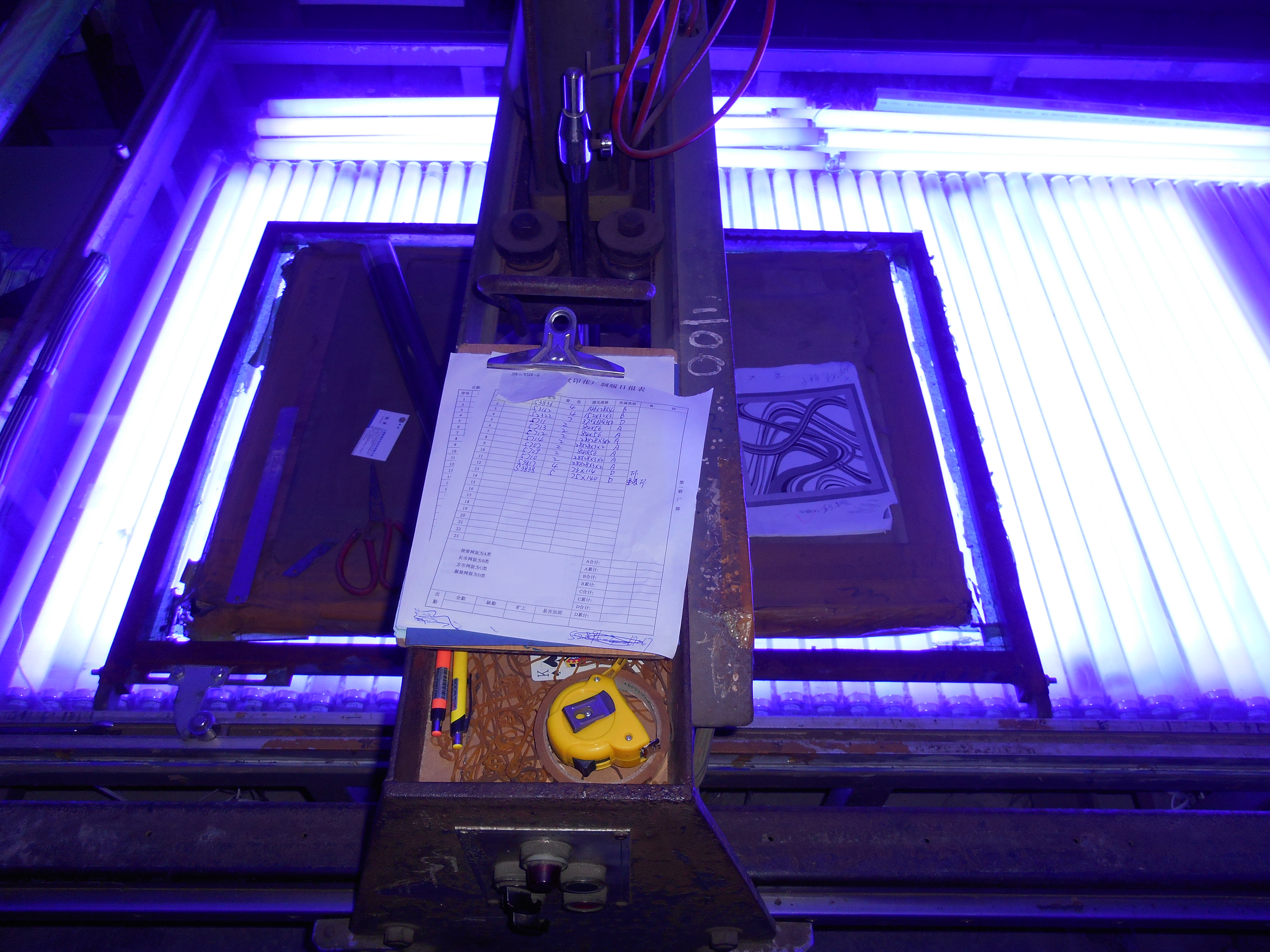
写真陽性フィルム/オーバーレイを露光装置に設置します。
その上にスクリーンを載せます。
その後、350~420ナノメートルの紫外線を含む光源で写真陽性フィルムを露光します。
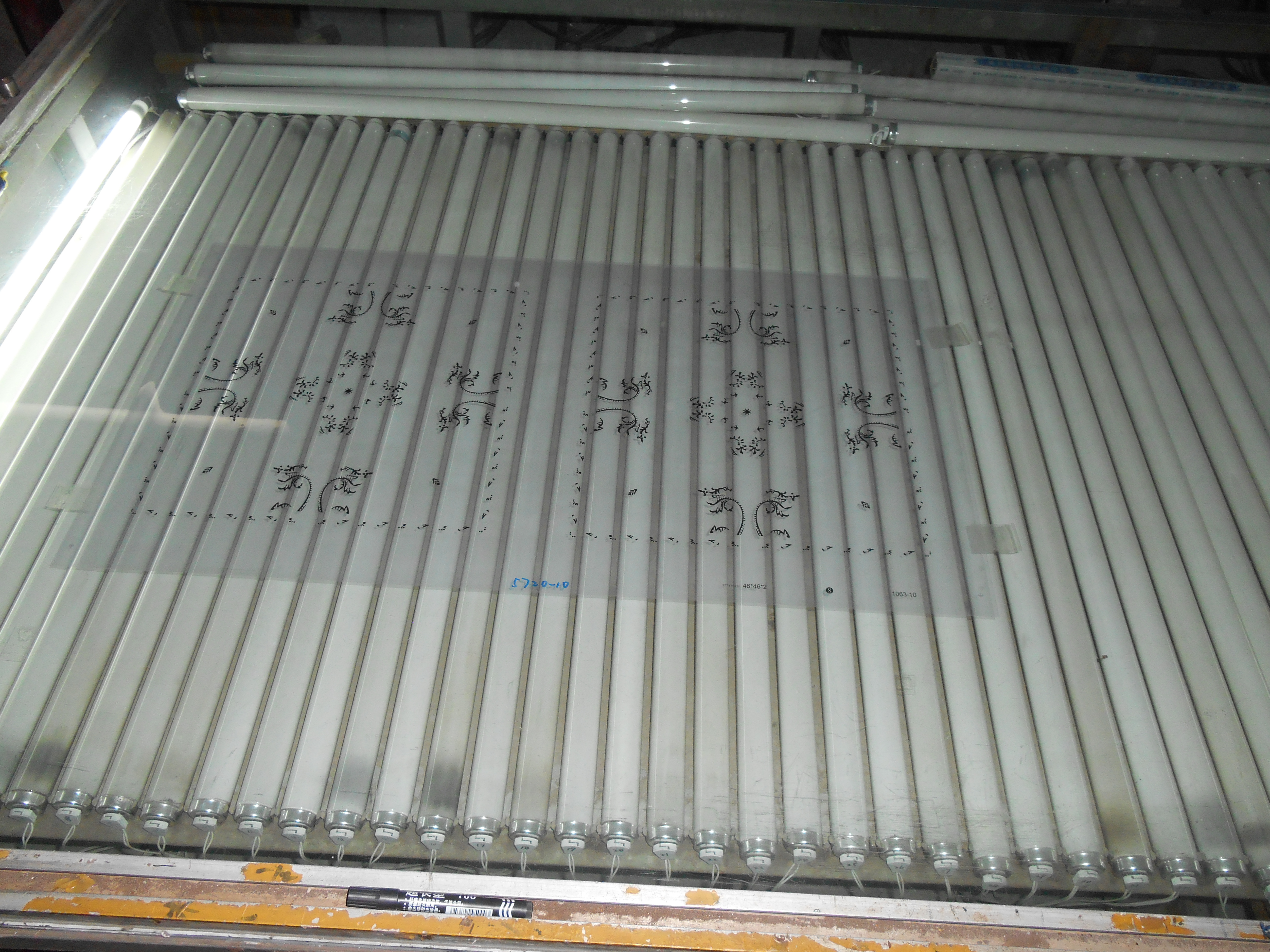

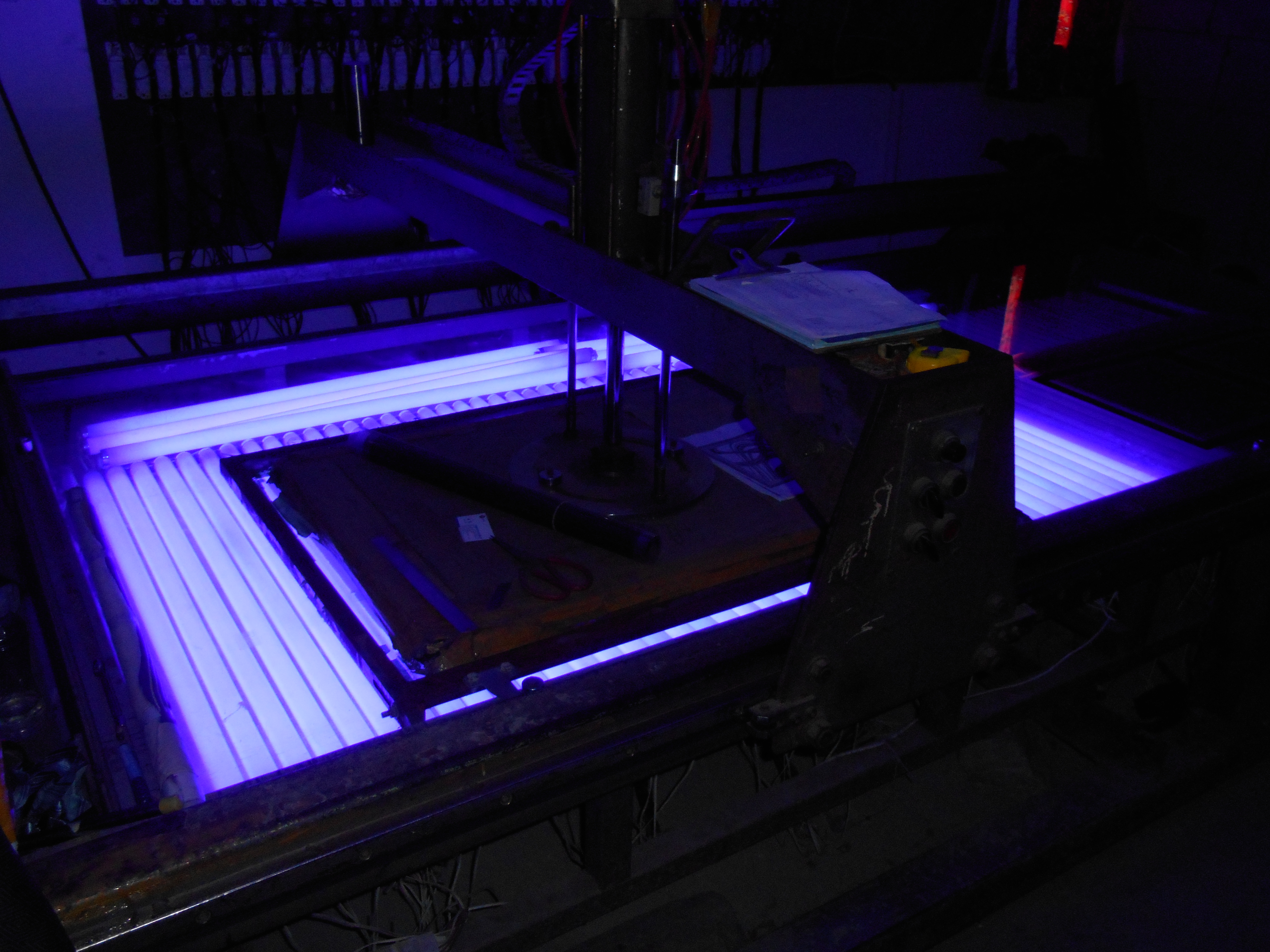
スクリーンは完全に洗浄される。露光されなかった乳剤部分は溶解し洗い流され、メッシュ上に画像のネガ型ステンシルが残る。
その後、印刷工程を開始できる。


スクリーン印刷の利点の一つは、新しい自動印刷機により大量生産を迅速に行える点である。
一方の欠点は、これらのスクリーンを保管するために明らかに大規模な倉庫が必要となることである。

そのため、中国のパートナー企業では通常、スクリーンを約3か月間のみ保管し、その後は廃棄しています。
3か月以上経過した時点での再注文には、スクリーンを再度作成する必要があります。
こうしてスクリーンの複製にかかる費用が発生します。
